-


-


WeChat


Оптом обработка постпайки dip поставщик
Когда видишь запрос ?оптом обработка постпайки dip поставщик?, сразу понятно — человек ищет не просто паяльщиков, а контрактное производство или серьёзного подрядчика для серии. И здесь первая ловушка: многие думают, что ?постпайка? — это просто дотянуть паяльником то, что не сделала волна. На деле, это часто целый технологический участок с промывкой, инспекцией, ремонтом и, что критично, — пониманием, что именно было до этого. Если плату перед DIP-монтажом не подготовили правильно, никакая постпайка не спасёт.
Почему ?оптом? и ?поставщик? — это не только про цену
Ищешь поставщика на опт — первое, что спрашивают: ?Какой объём??. Но за этим вопросом должен следовать другой: ?А что за платы??. Потому что если речь о простых блоках реле — одно дело, можно и на поток поставить. А если это, допустим, драйверы двигателей или платы управления, где после основной пайки идёт ручная установка крупных разъёмов, дросселей, тех же силовых элементов — тут уже история про квалификацию операторов и контроль на каждом этапе.
У нас был опыт, когда взяли заказ на постпайку партии контроллеров для вентиляторов. Платы пришли после волны, вроде бы всё нормально. Но при монтаже дополнительных компонентов выяснилось, что на некоторых позициях остался флюс, который не совместим с нашим припоем для ручной пайки. Получились холодные пайки, которые отваливались при термоциклировании. Пришлось срочно разрабатывать технологическую карту промывки перед началом работ. Теперь это обязательный пункт в обсуждении с заказчиком — что было до нас.
Поэтому надёжный поставщик услуг постпайки — это тот, кто вникает в полный цикл. Не просто ?принимаем платы, паяем, отдаём?. А запрашивает информацию о предыдущих этапах, материалах, проводит входной контроль. Иначе ?опт? превратится в ?опт брака?.
DIP в современном производстве: не атавизм, а необходимость
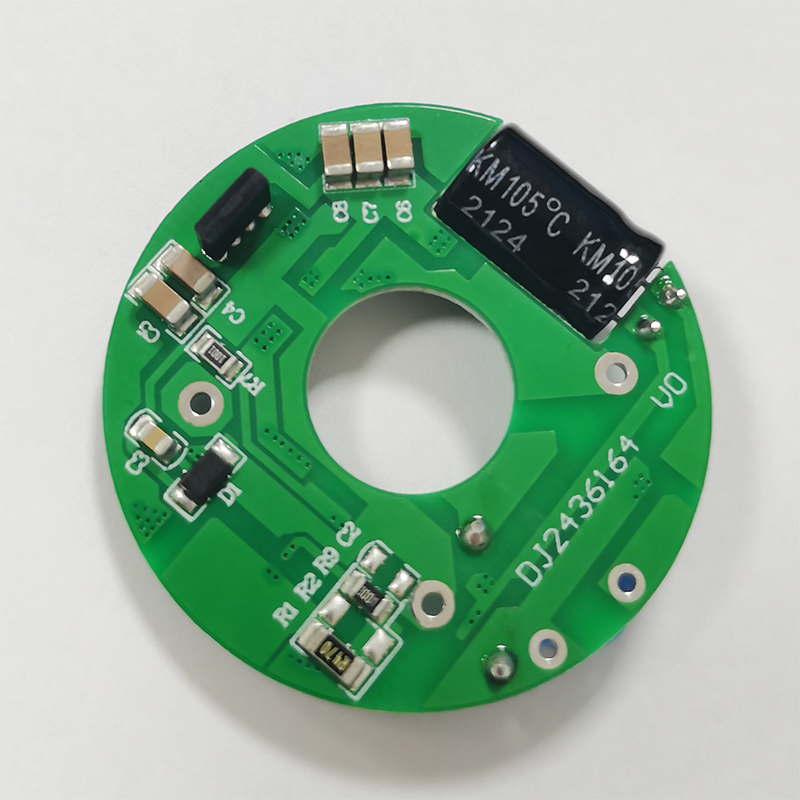
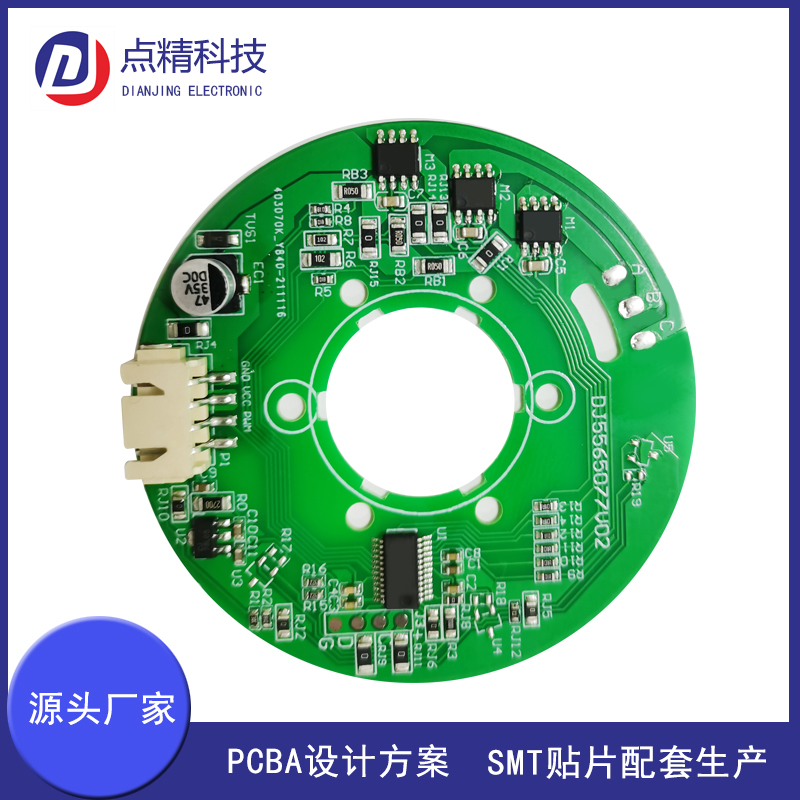
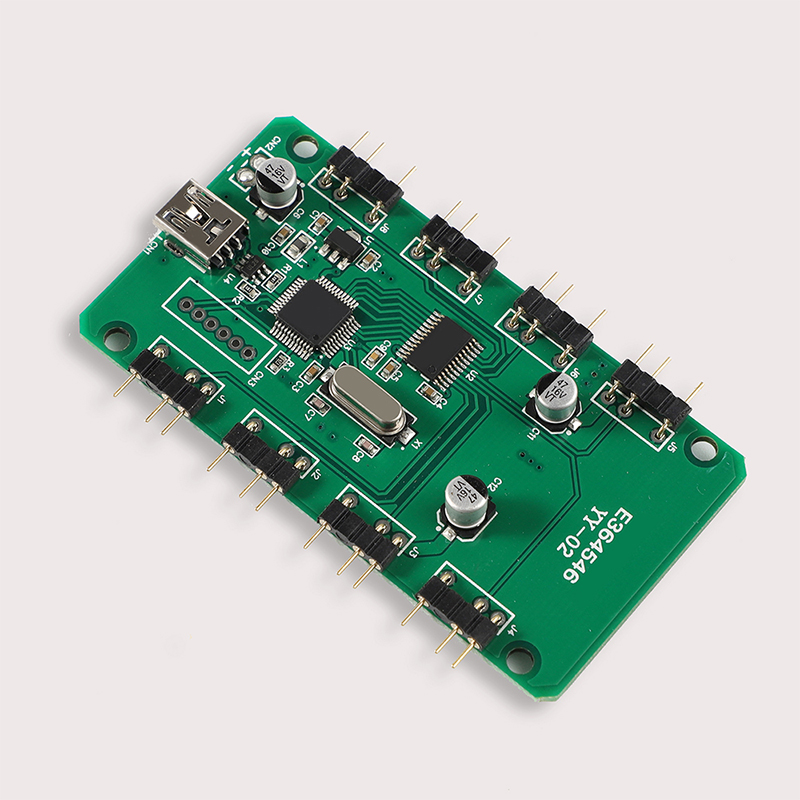
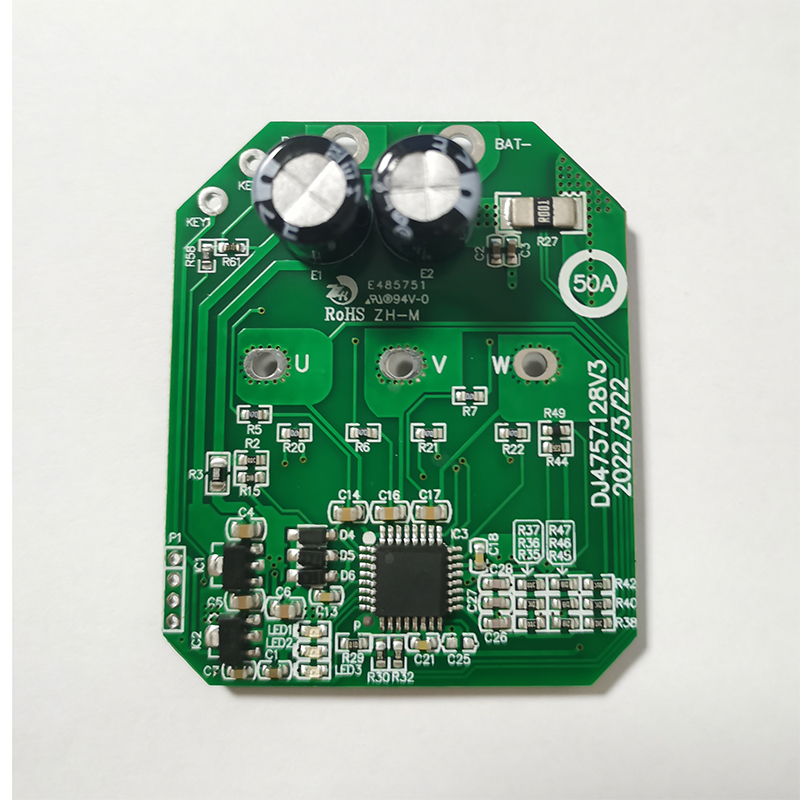
Кажется, что DIP — это вчерашний день, всё ушло в SMD. Но в силовой электронике, в управлении двигателями, эти компоненты живы. Тот же разъём для подключения питания, клеммник, крупный конденсатор — часто в DIP-исполнении. И их постпайка — это не автоматический процесс. Тут нужны руки, глаза и понимание теплового режима компонента.
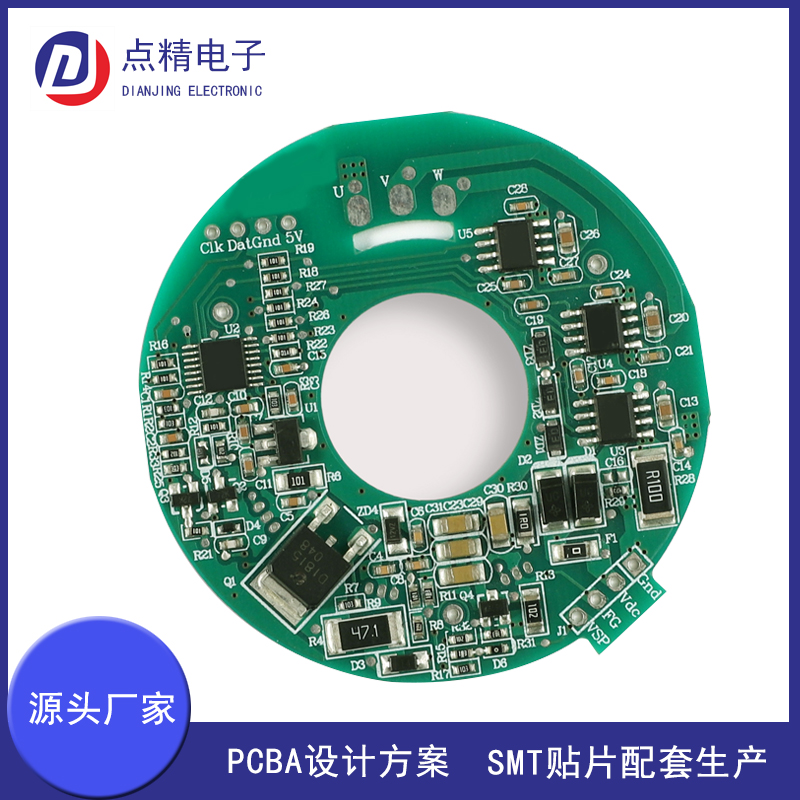
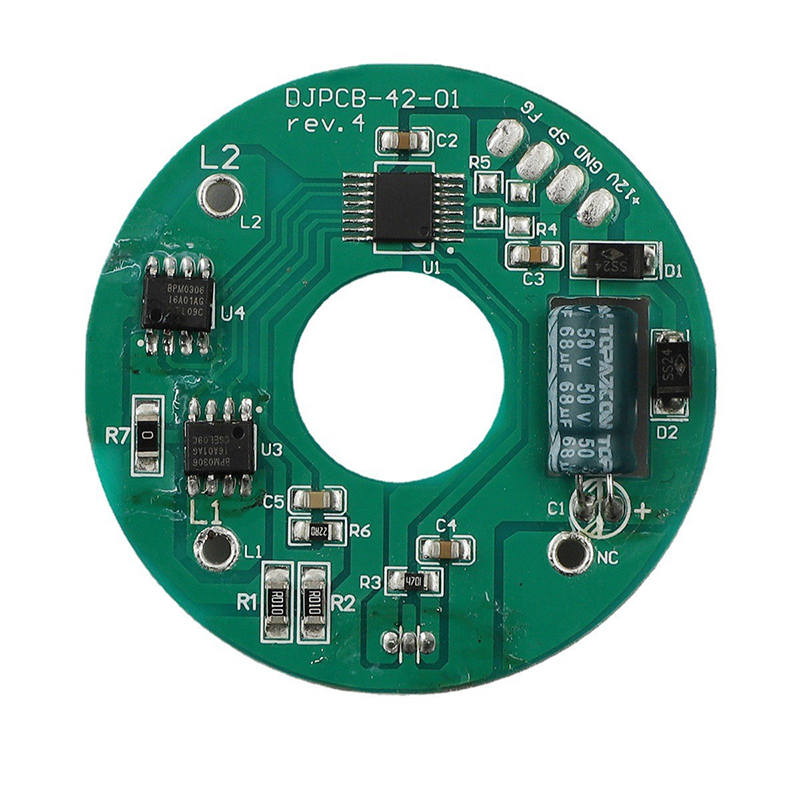
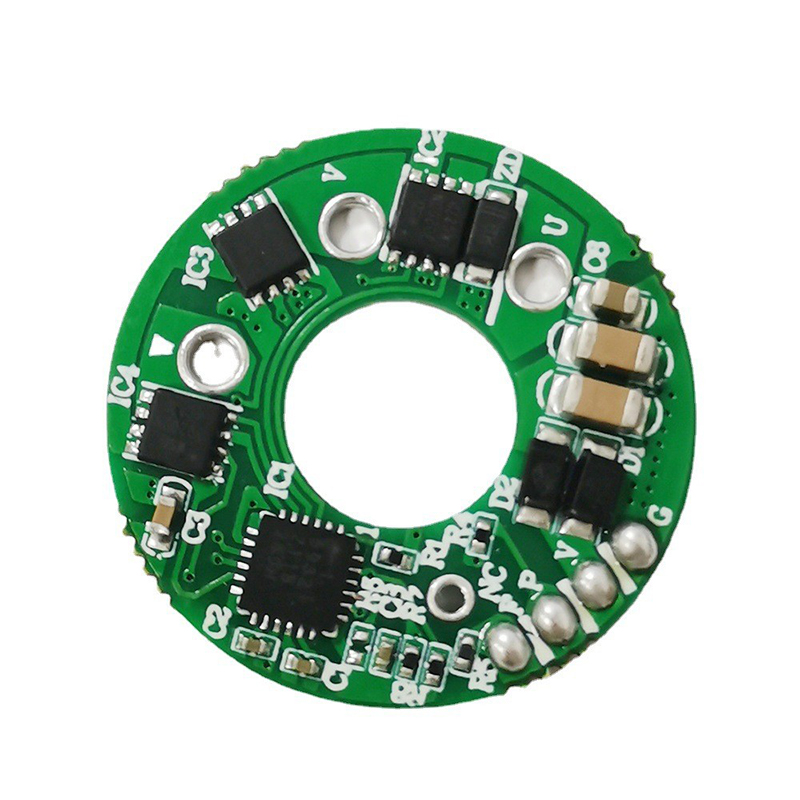
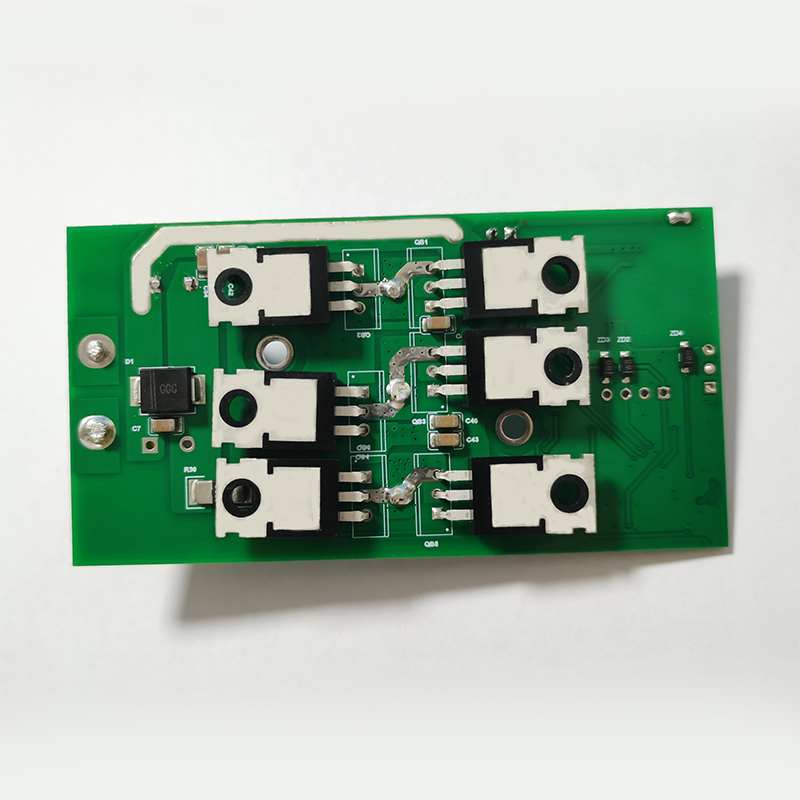
Взять, к примеру, компанию ООО Дунгуань Поинт Точная Технология (сайт — dianjing.ru). Они как раз специализируются на приводах и платах управления бесщёточными вентиляторами. Если посмотреть на такие платы, там всегда найдётся несколько DIP-компонентов, которые ставятся вручную после основной SMD-линии или пайки волной. И качество их монтажа напрямую влияет на надёжность всего изделия. Плохо пропаянная ножка силового транзистора в корпусе TO-220 — и драйвер сгорает при первой же нагрузке.
Поэтому, выбирая поставщика для оптовой обработки постпайки, нужно смотреть на его компетенцию именно в смешанном монтаже. Есть ли у них оснастка для фиксации плат при пайке крупных компонентов? Понимают ли они, как паять чувствительные к статике элементы? Как организован контроль — визуальный, оптический, может, даже выборочный тест-прогон? Это те детали, которые отделяют цех от производства.
Технологические нюансы, о которых редко пишут в спецификациях
Один из ключевых моментов — припой и флюс. Для постпайки DIP часто используют припойную проволоку с канифольным сердечником. Но его состав должен быть подобран под покрытие выводов и под остатки флюса от предыдущей пайки волной. Бывает несовместимость, которая ведёт к плохой растекаемости. Мы однажды потратили неделю, подбирая марку проволоки для плат с иммерсионным оловянным покрытием от одного конкретного заказчика. Стандартный не подходил — пайка была матовой, пористой.
Второй момент — терморежим. DIP-компоненты, особенно пластиковые, боятся перегрева. Но при этом их массивные выводы требуют достаточной температуры для качественной пайки. Нужно найти баланс: достаточно мощный паяльник с точной регулировкой температуры и оператор, который чувствует этот процесс. Не робот, а именно человек. Автоматика для селективной пайки — это хорошо, но для средних и мелких серий, разнообразной номенклатуры, часто ручной труд с хорошим оснащением оказывается и рентабельнее, и качественнее.
И третий — промывка после постпайки. Если использовался активный флюс, остатки нужно удалять. Особенно на платах управления, где высокое входное сопротивление. Недоочищенная плата может со временем начать корродировать или иметь утечки тока. Мы внедрили контроль чистоты плат по удельному сопротивлению смыва с поверхности. Простая, но эффективная проверка, которая отсекает потенциальные проблемы на стороне заказчика.
Организация процесса для оптовых партий: логистика и контроль
Когда партия идёт не штуками, а сотнями или тысячами, важна не только пайка, но и организация. Как платы поступают на участок? Как маркируются бракованные? Как ведётся учёт выполненных операций? Идеально, если поставщик работает с MES-системой или хотя бы с простыми, но понятными маршрутными картами.
Например, для постоянного сотрудничества с тем же ООО Дунгуань Поинт Точная Технология, которое имеет более чем 10-летний опыт в производстве приводов, важно было выстроить чёткий цикл. Они отгружают нам платы после пайки волной, мы проводим постпайку DIP-компонентов, промывку, инспекцию и упаковку в антистатику. Каждая коробка имеет паспорт с номером партии, датой, ФИО ответственного контролёра. Это создаёт доверие и позволяет быстро локализовать вопрос, если что-то возникает на сборке у заказчика.
Срыв сроков — ещё один бич. Поставщик должен реалистично оценивать свои мощности. Лучше назвать чуть более долгий срок, но уложиться, чем обещать ?завтра? и сорвать всю цепочку. Мы всегда закладываем время на непредвиденные ситуации — будь то необходимость дополнительной отмывки или замена вышедшего из строя паяльного оборудования.
Критерии выбора: коротко о главном
Итак, резюмируя опыт. Ища поставщика обработки постпайки DIP оптом, смотрите не на глянцевые буклеты, а на детали. Попросите показать реальный цех, процесс. Обратите внимание на оснастку рабочих мест: паяльные станции с регулировкой, вытяжки, освещение. Поговорите с технологом — задайте каверзный вопрос по совместимости флюсов или по пайке алюминиевых выводов. Если человек отвечает не заученными фразами, а рассуждает, приводит примеры из практики — это хороший знак.
Спросите про систему контроля качества. Есть ли чек-листы? Кто и на каком этапе проверяет? Как фиксируются дефекты? Простой фотоотчёт с микроскопа по бракованным платам говорит о многом.
И, наконец, обсудите логистику и документооборот. Как будете передавать платы? Как будете подтверждать приёмку? Пропишите эти моменты в техзадании. Поставщик, который готов вникнуть в такие детали, скорее всего, и работу выполнит ответственно. Как, например, в случае с нашим сотрудничеством по постпайке плат для приводов вентиляторов — там вся специфика была изначально вынесена в отдельный технологический регламент.
В итоге, выбор сводится к поиску не самого дешёвого, а самого вменяемого подрядчика. Того, кто понимает, что его постпайка — это не последний этап, а важное звено в цепи, от которого зависит работоспособность конечного устройства. И такой подход окупается всегда, даже если цена за единицу чуть выше.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Плата управления автокормушкой для животных
Плата управления автокормушкой для животных -
 Контроллер вентилятора сервера
Контроллер вентилятора сервера -
 Контроллер бесдатчикового трёхфазного вентилятора
Контроллер бесдатчикового трёхфазного вентилятора -
 Плата управления водяным насосом 36В
Плата управления водяным насосом 36В -
 Плата управления цепной пилой
Плата управления цепной пилой -
 Контроллер двигателя высокоскоростного вентилятора
Контроллер двигателя высокоскоростного вентилятора -
 Плата управления распылителем
Плата управления распылителем -
 Контроллер вентилятора майнинг-фермы
Контроллер вентилятора майнинг-фермы -
 Контроллер двигателя массажного пистолета
Контроллер двигателя массажного пистолета -
 Контроллер пресса для лепешек
Контроллер пресса для лепешек -
 Контроллер RGB с функцией управления насосом
Контроллер RGB с функцией управления насосом -
 Контроллер подсветки корпуса ПК
Контроллер подсветки корпуса ПК
Связанный поиск
Связанный поиск- Плата управления бесщеточным двигателем
- Китай печатная плата для связи поставщики
- Китай msi управление вентиляторами материнской платы поставщик
- Управление двигателем pcba поставщик
- Китай плата управления двигателем пистолета-распылителя 48 в
- Китай плата управления поставщик
- Китай плата управления котлом поставщики
- Китай разработка и исследование печатных плат
- Плата управления прессом для блинов
- Оптом msi управление вентиляторами материнской платы поставщик