-


-


WeChat


Оптом настройка заводской обработки печатных плат smt поставщик
Когда видишь такой запрос, сразу понимаешь — человек ищет не просто сборку, а именно оптового поставщика с глубокой настройкой заводского процесса. Многие думают, что это просто найти: отдал файлы — получил платы. Но здесь ключевое — ?настройка обработки?. Это не про стандартный SMT-монтаж, а про то, как технолог под твой конкретный продукт выстраивает цепочку: пайка паяльной пасты, профили печи, контроль AOI. И если ищешь оптом, то обычно речь о серийном выпуске, где каждая мелочь в настройке влияет на выход годных и себестоимость.
Почему ?настройка заводской обработки? — это не просто монтаж
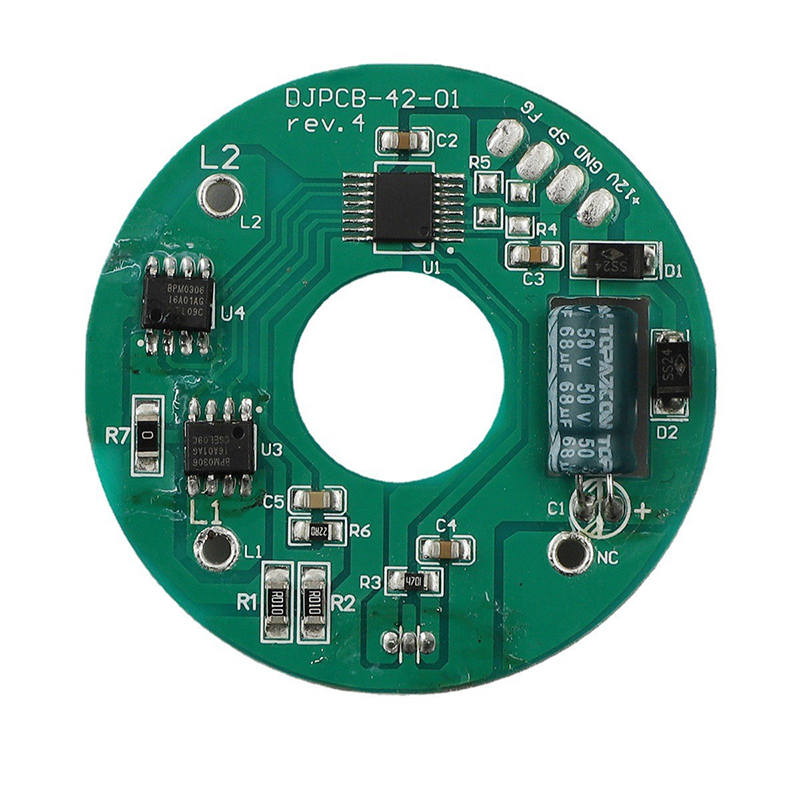
Возьмём, к примеру, наши изделия — приводы двигателей и платы управления для бесщёточных вентиляторов. Здесь не просто набор компонентов на FR-4. Часто встречаются смешанные технологии: силовые дорожки требуют толстой меди, а для управления — мелкие шариковые выводы BGA-корпусов микроконтроллеров. Стандартный SMT-процесс на заводе может не учесть эту разницу. Однажды получили партию, где из-за неправильно подобранного профиля печи в бессвинцовом процессе на силовых компонентах появлялись микротрещины. Платы проходили электрический контроль, но в термоциклировании на стенде отказывали. Пришлось буквально сидеть с инженером завода, снимать термопары по зонам печи и пересматривать время выше температуры ликвидуса. Это и есть та самая настройка — под конкретную плату, под её тепловую массу.
Или другой нюанс — паяльная паста. Для оптовых поставок часто экономят, используя одну пасту на все продукты. Но для плат управления вентиляторами, где есть и чувствительные датчики Холла, и мощные MOSFET, важен не только тип пасты (например, безотмывочная), но и размер частиц. Мелкие шарики лучше для мелких шагов, но могут давать перемычки на широких площадках. При настройке процесса мы тестировали несколько вариантов, пока не подобрали компромиссный вариант — пасту с градацией частиц Type 3.5. Это снизило брак по перемычкам на 15% в серии. Но такое решение не придёт само — его нужно выстраивать с поставщиком, который готов вникать в детали.
Ещё один момент — предпроизводственная подготовка. Многие поставщики, особенно при оптовых заказах, пропускают этап DFM-анализа (Design for Manufacturability). А ведь именно здесь можно отловить проблемы до запуска в серию. У нас был случай с платой, где разработчик разместил керамический конденсатор 0402 вплотную к разъёму. На макете всё работало, а в SMT-линии захват вакуумного пинцета для установки разъёма задевал соседний компонент. В итоге — смещение и холодная пайка. Хороший поставщик не просто принимает Gerber-файлы, а проводит симуляцию монтажа и даёт рекомендации по корректировке трафарета или позиционированию. Это часть настройки процесса, которая экономит время и деньги на этапе запуска.
Поставщик для опта: критерии выбора за рамками цены
Когда ищешь поставщика именно для оптовых партий, первое, на что смотрят — цена за единицу. Это логично, но если углубиться, то ключевым становится стабильность процесса. Один раз настроил — и вся серия идёт с минимальным разбросом параметров. Здесь важен не только парк оборудования (хорошие японские или немецкие линии), но и система контроля. Например, на заводской обработке печатных плат после печи обязателен AOI (автоматический оптический контроль). Но не все AOI одинаковы. Дешёвые системы могут пропускать недостаточное количество припоя на выводы QFN-корпусов, что критично для наших плат управления. Мы работали с партнёром, который использовал 3D-AOI с измерением объёма паяльной пасты — это сразу отсекло проблемы с утопленными выводами.
Важный аспект — гибкость поставщика в вопросах логистики и упаковки. Оптом — это часто паллеты. Но платы после SMT-монтажа чувствительны к статике и механическим воздействиям. Стандартная упаковка в антистатические пакеты с пупырчатой плёнкой может не подойти, если в процессе транспортировки происходит вибрация. Для наших приводов мы вместе с поставщиком разработали кассетную упаковку в пластиковые треи, которые фиксируют плату за края, без контакта с компонентами. Это добавило к стоимости, но сократило процент повреждений при доставке почти до нуля. Такой подход говорит о том, что поставщик мыслит категориями готового продукта, а не просто как исполнитель заказа.
И конечно, техническая поддержка. В идеале у поставщика должен быть выделенный инженер или технолог, который знает историю твоего продукта. В нашей практике, после перехода на новый тип корпуса MOSFET, возникла проблема с ?гробовым камнем? (tombstoning) у мелких резисторов в цепи затвора. Наш контактный инженер на производстве не просто сообщил о проблеме, а прислал макрофотографии и предложил изменить геометрию контактных площадок на трафарете — уменьшить площадь с одной стороны компонента для выравнивания сил поверхностного натяжения припоя. Это сработало. Такие решения приходят только с опытом и глубоким погружением в процесс, что редко встретишь у поставщиков, работающих по принципу ?принял заказ — отгрузил?.
Связь с разработкой: почему НИОКР и производство должны быть рядом
В нашей компании, ООО Дунгуань Поинт Точная Технология, мы изначально заложили принцип тесной связи между отделом разработки (НИОКР) и производственным процессом. Это не просто слова. Когда инженеры-разработчики знают нюансы обработки печатных плат smt на конкретном заводе, они сразу проектируют платы с учётом этих ограничений. Например, мы избегаем размещения тяжелых компонентов (типа дросселей) рядом с мелкими чипами, потому что знаем, что на линии конкретного партнёра есть нюансы с нанесением клея перед волновой пайкой (если используется смешанный монтаж).
Наш сайт https://www.dianjing.ru отражает эту специализацию — мы не просто продаём, а разрабатываем и производим. И это влияет на выбор поставщика для оптом настройки. Мы ищем не контрактное производство вообще, а партнёра, который сможет понять специфику именно силовой электроники и точного управления. Например, для плат управления вентиляторами критична низкая паразитная индуктивность силовых цепей. Это достигается не только разводкой, но и технологией монтажа: нужно обеспечить максимально короткие и широкие выводы от ключей к клеммам. На этапе настройки SMT-процесса мы обсуждаем с технологами завода возможность использования специальной конфигурации трафарета для нанесения толстого слоя пасты на силовые площадки, что улучшает токопроводящие свойства и отвод тепла.
Опыт в более чем 10 лет, указанный в описании компании, здесь работает не как красивая цифра, а как накопленная база знаний. Мы сталкивались с разными ситуациями: от влияния влажности на паяемость компонентов (проблема ?popcorning? у BGA) до необходимости специальной очистки плат после пайки, если они работают в условиях высокой запылённости. Поэтому, выбирая поставщика, мы сразу смотрим, есть ли у него опыт работы со сложными случаями, а не только с типовыми материнскими платами. Готов ли он, к примеру, для пробной партии сделать не просто монтаж, а полный цикл испытаний, включая рентген контроль скрытых паек? Это дороже, но в оптовой перспективе предотвращает катастрофу.
Практические кейсы и уроки из неудач
Хочется привести пример, где настройка процесса прошла не гладко. Как-то мы запускали новую модель привода с интегрированным ШИМ-контроллером в корпусе QFN. Платы были сложные, многослойные. Поставщик, с которым тогда работали, был проверенным, но на тот момент у них обновили печь. Инженеры уверяли, что профиль выверен под бессвинцовый процесс. Первые образцы были идеальны. Но когда пошла оптовая партия, начался повышенный процент отказов. Причина оказалась в банальном — в цеху открыли дополнительную вытяжку, что изменило тепловой режим в зоне охлаждения печи. Остывание стало слишком резким, возникли механические напряжения в пайке крупных компонентов. Пришлось экстренно останавливать линию и заново, уже в условиях реального цеха, снимать температурный профиль с помощью платы-свидетеля с термопарами. Вывод: даже идеальная начальная настройка требует мониторинга в течение всего производственного цикла. Теперь мы всегда прописываем в договоре пункт о регулярном снятии контрольных профилей для ответственных серий.
Ещё один урок касается контроля входящих компонентов. Мы привыкли доверять поставщикам комплектующих. Но однажды столкнулись с тем, что партия микроконтроллеров от официального дистрибьютора имела некондиционное покрытие выводов (тонкий слой олова). На SMT-линии это привело к плохой смачиваемости и множеству холодных паек. Проблема вскрылась не сразу, так как визуально на AOI пайка выглядела приемлемо, но на функциональном тесте платы ?плавали?. С тех пор мы, совместно с поставщиком SMT-услуг, внедрили выборочный контроль входящих компонентов с помощью смачиваемых тестовых образцов. Это добавило этап, но спасло от срыва поставок. Хороший поставщик в теме настройка заводской обработки должен понимать важность такого контроля и быть готовым его организовать.
Положительный кейс связан с оптимизацией стоимости. Для одной из серийных плат управления мы проанализировали BOM и увидели, что два однотипных резистора в разных цепях имеют разную номинальную мощность, но одинаковый типоразмер 0603. Разработчик заложил так из соображений надёжности. Обсудив с технологом завода, мы пришли к выводу, что для одного из резисторов достаточно менее мощного и более дешёвого аналога в том же корпусе, так как тепловой режим на плате это позволял. Более того, поставщик предложил использовать для обоих компонентов одинаковую катушку на монтажном автомате, что сократило время перенастройки линии. Такая мелочь в масштабах оптовой партии в десятки тысяч плат дала существенную экономию без потери качества. Это пример синергии, когда поставщик выступает как технический консультант.
Заключительные мысли: на что смотреть сегодня
Сейчас рынок меняется. Запрос на оптом настройка заводской обработки печатных плат smt поставщик — это уже не про минимальную цену, а про комплексную ответственность. Особенно для таких продуктов, как наши приводы и платы управления, которые потом уходят в системы вентиляции, медицинское оборудование, где надежность на первом месте. Важно, чтобы поставщик был готов к диалогу на всех этапах: от прототипа до серии и постпродажной поддержки (например, анализ возвратов, если такие есть).
Наша компания, имея свой опыт, ценит в партнёрах именно способность смотреть в суть процесса. Иногда это видно по мелочам: как быстро инженер отвечает на письмо с вопросом по паяльной маске, предлагает ли он альтернативные варианты трассировки для улучшения паяемости, есть ли у него данные по статистическому контролю процесса (SPC) для ключевых параметров печи. Это те ?невидимые? вещи, которые и определяют качество в долгосрочной перспективе.
В итоге, поиск такого поставщика — это инвестиция времени. Нельзя выбрать по прайсу на сайте. Нужно ехать на производство, смотреть в глаза технологам, задавать неудобные вопросы о худших кейсах, которые у них были. И тогда есть шанс найти того, кто будет не просто паять компоненты, а станет частью твоего производственного цикла, понимая, что за каждой платой стоит конечное устройство, которое должно работать годами. Для нас в ООО Дунгуань Поинт Точная Технология это единственно возможный подход, и мы ищем на рынке именно таких единомышленников.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Высокоскоростной пылесос
Высокоскоростной пылесос -
 Контроллер вентилятора сервера
Контроллер вентилятора сервера -
 Плата охлаждающего вентилятора сервера
Плата охлаждающего вентилятора сервера -
 Контроллер воздухоочистителя
Контроллер воздухоочистителя -
 Контроллер двигателя массажного пистолета
Контроллер двигателя массажного пистолета -
 Контроллер системы охлаждения сервера
Контроллер системы охлаждения сервера -
 Контроллер пресса для лепешек
Контроллер пресса для лепешек -
 Газонокосилка 24В
Газонокосилка 24В -
 Контроллер бесдатчикового трёхфазного вентилятора
Контроллер бесдатчикового трёхфазного вентилятора -
 Контроллер вентилятора майнинг-фермы
Контроллер вентилятора майнинг-фермы -
 Контроллер вентилятора высокого давления
Контроллер вентилятора высокого давления -
 Контроллер машинки для стрижки
Контроллер машинки для стрижки
Связанный поиск
Связанный поиск- Промышленный контроллер pcba производитель
- Управление двигателем pcba поставщик
- Китай завод по производству печатных плат производители
- Печатная плата поставщик
- Китай плата управления увлажнителем
- Китай высококачественный pcba по индивидуальному заказу
- Плата управления котлом производитель
- Китай плата управления двигателем высокоскоростного пылесоса производители
- Оптом bldc pcba (бесщеточный двигатель постоянного тока pcba) поставщик
- Китай материнские платы поставщик