-


-


WeChat


Китай поставка дизайна pcba производители
Когда слышишь про ?Китай поставка дизайна pcba производители?, многие сразу представляют конвейер по штамповке плат. А на деле — это история про то, как найти того, кто не просто паяет компоненты, а понимает, почему дорожка должна идти именно так, а не иначе. Мы с 2012 года в ООО Дунгуань Поинт Точная Технология через это прошли: с десяток проектов, где дизайн и производство PCBA были то на грани провала, то неожиданно успешными.
Дизайн PCBA: где кроются подводные камни
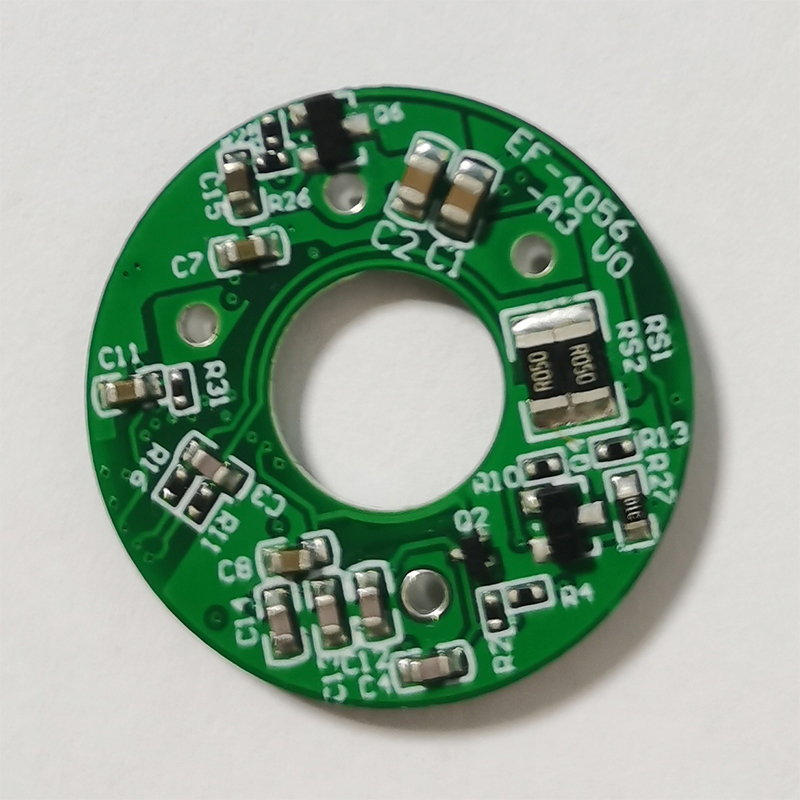
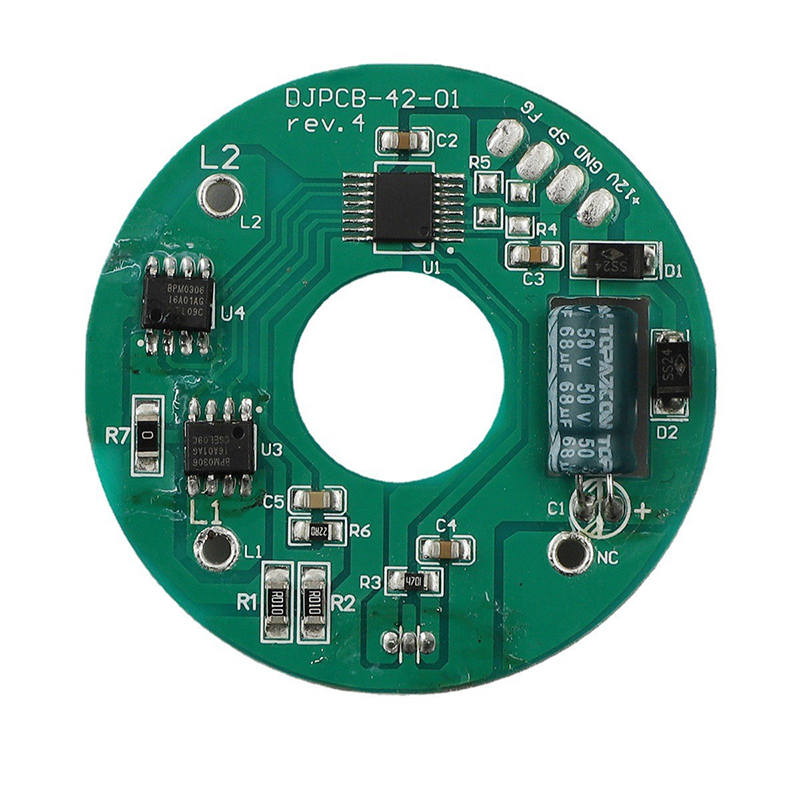
Помню, в 2018-м заказчик принёс схему управления для бесщёточного вентилятора — вроде всё логично, но на этапе прототипа плата грелась как утюг. Оказалось, проектировщик не учёл тепловые потоки от силовых MOSFET-транзисторов. Пришлось перекладывать всю компоновку, добавлять термопрокладки. Именно такие моменты и отличают производители pcba, которые вникают в физику процесса, от тех, кто просто следует инструкциям.
Частая ошибка — экономия на тестовых точках. Кажется, мелочь? А потом при серийном выпуске каждый четвёртый привод двигателя уходил на доработку. Сейчас мы в Dianjing.ru всегда закладываем дополнительные контактные площадки для диагностики — даже если заказчик insists на минимализме. Опыт показал: это не расходы, а инвестиция в скорость запуска.
И ещё про тепловые режимы: в платах управления для вентиляторов постоянного тока медь распределять — это почти искусство. Однажды пришлось отказаться от двустороннего монтажа, потому что заказчик требовал компактность, а тепловой анализ показывал риски перегрева драйверов. Сделали одностороннюю версию с керамическими теплоотводами — и проблема ушла.
Поставки компонентов: от идеализма к реальности
В 2020-м с ковидом многие осознали, что цепочки поставок — это не про ?заказал — получил?. Мы тогда сидели на микроконтроллерах STM32, а они пропали из каталогов на полгода. Пришлось экстренно переводить проекты на отечественные аналоги и перепаивать обвязку. С тех пор в ООО Дунгуань Поинт Точная Технология держим трёх поставщиков по каждому критичному компоненту.
Особенно сложно с пассивными элементами — конденсаторами X7R. Их параметры ?плывут? от партии к партии даже у одного вендора. Для приводов двигателей, где нужна стабильность ШИМ, это критично. Приходится каждый раз замерять добротность и ESR перед запуском в серию. Да, это замедляет процесс, но снижает процент брака с 8% до долей процента.
Кстати, про поставка дизайна — иногда клиенты думают, что это значит ?прислали файлы — получили платы?. На деле мы часто дорабатываем схемотехнику под доступные компоненты. Как с тем заказом из Новосибирска: по их ТЗ требовались редкие транзисторы International Rectifier, а в наличии были только Infineon. Пересчитали номиналы драйверов — и система заработала даже стабильнее.
Производственные нюансы, о которых не пишут в учебниках
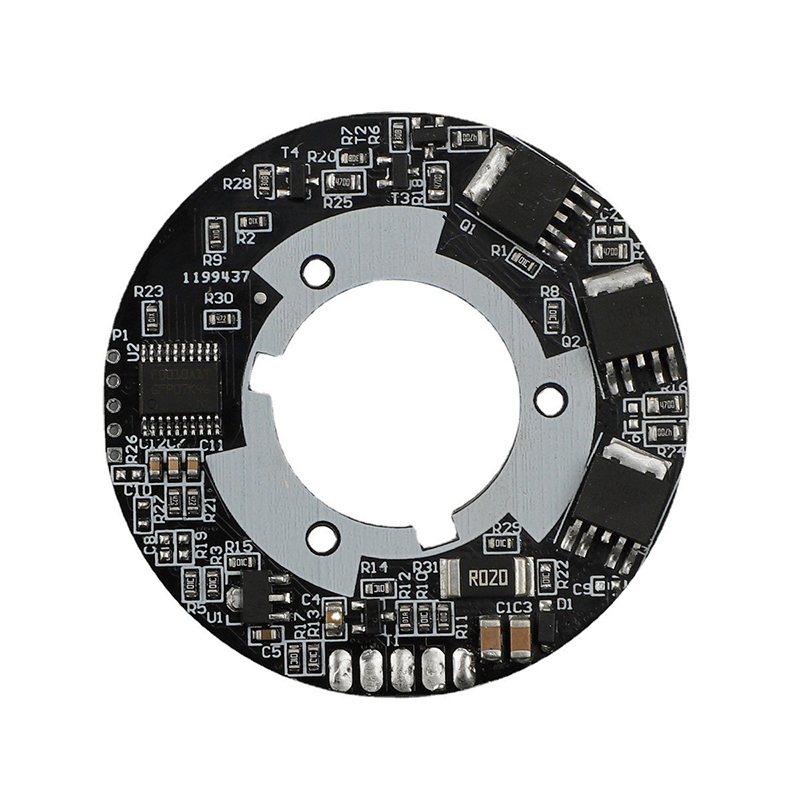
Паяльная паста — кажется, банальность? А вот нет. Для плат с смешанным монтажом (сквозные отверстия + SMD) мы годами использовали SAC305, пока не столкнулись с трещинами паяных соединений в промышленных приводах. Перешли на Innolot — и проблемы исчезли. Но это решение потребовало перенастройки всей линии пайки, включая профили рефлоу.
Контроль качества — отдельная история. Автоматическая оптическая инспекция (AOI) ловит 95% дефектов, но оставшиеся 5% — это всегда ручная проверка под микроскопом. Особенно для BGA-компонентов в контроллерах двигателей. У нас был случай, когда микротрещина в шаре припоя проявлялась только при вибрационных испытаниях. Теперь для таких ответственных узлов обязательно делаем рентген.
И про очистку плат после пайки: если раньше мы использовали стандартные флюсы, то для медицинских заказчиков перешли на но-клин составы. Но тут же столкнулись с тем, что остатки флюса мешают покрытию конформным лаком. Пришлось разрабатывать гибридный процесс — с ультразвуковой ванной и специальными сушками.
Взаимодействие с заказчиком: от ТЗ до результата
Самое сложное — когда клиент приходит с готовым дизайна pcba, но без понимания технологических ограничений. Был проект: инженеры из Москвы разработали плату с плотным монтажом 0201 компонентов, а наши производстваые линии такие мелкие элементы стабильно паяют только на оборудовании Juki. Пришлось убеждать перейти на 0402 — иначе риск брака зашкаливал.
Другая крайность — чрезмерная детализация ТЗ. Один заказчик прописал в спецификации даже бренд припоя (Alpha Fry), хотя по факту его аналоги от Kester дают те же параметры. Потратили неделю на согласования, хотя разницы в надёжности паяных соединений нет. Иногда кажется, что некоторые требования просто копируют из старых проектов без осмысления.
А вот позитивный пример: когда заказчик из Казани прислал не просто схему, а результаты моделирования тепловых режимов и ЭМС. Это сэкономило всем месяц работы — мы сразу увидели слабые места и усилили земляные полигоны вокруг драйверов двигателей. Такое сотрудничество — редкость, но именно оно показывает, как должен работать процесс Китай поставка на уровне партнёрства.
Эволюция подходов за 10 лет работы
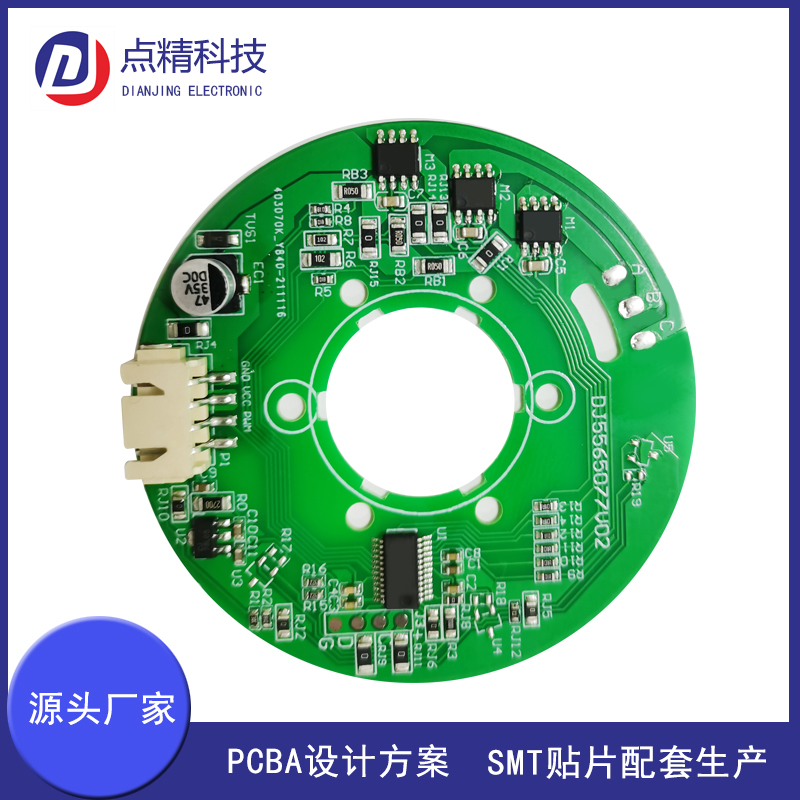
Раньше мы старались максимально автоматизировать процессы, но со временем поняли: для мелкосерийных заказов (до 1000 плат в месяц) гибкость важнее. Сейчас держим две линии: одну — для массового производства с жёстким циклом, вторую — для экспериментов и быстрых прототипов. Особенно это важно при отладке новых драйверов для бесщёточных вентиляторов.
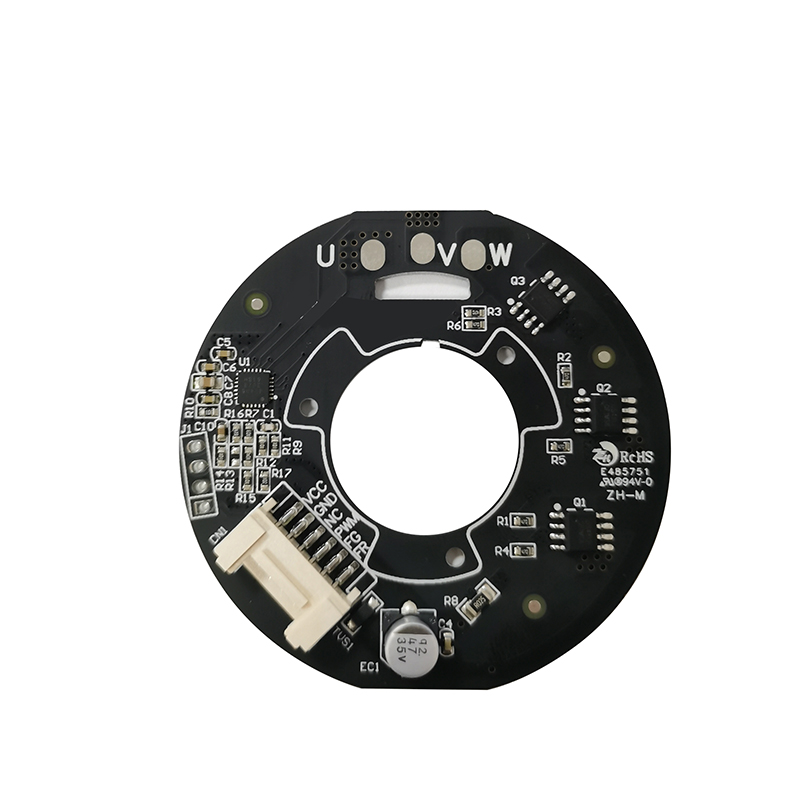
Изменения в подходах к тестированию: если в 2015-м мы проверяли только электрические параметры, то сейчас обязательно проводим виброиспытания и термоциклирование для промышленных контроллеров. Это выявило, например, проблему с керамическими конденсаторами в цепях обратной связи — при резких перепадах температуры их ёмкость менялась на 12-15%, что срывало стабильность работы двигателей.
И главный урок: не бывает универсальных решений. То, что идеально работает для управляющих плат вентиляторов постоянного тока, может оказаться провальным для сервоприводов. Поэтому в ООО Дунгуань Поинт Точная Технология мы для каждого проекта формируем отдельную команду — от проектировщика до технолога пайки. Это дороже, но снижает риски на этапе запуска в производство.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
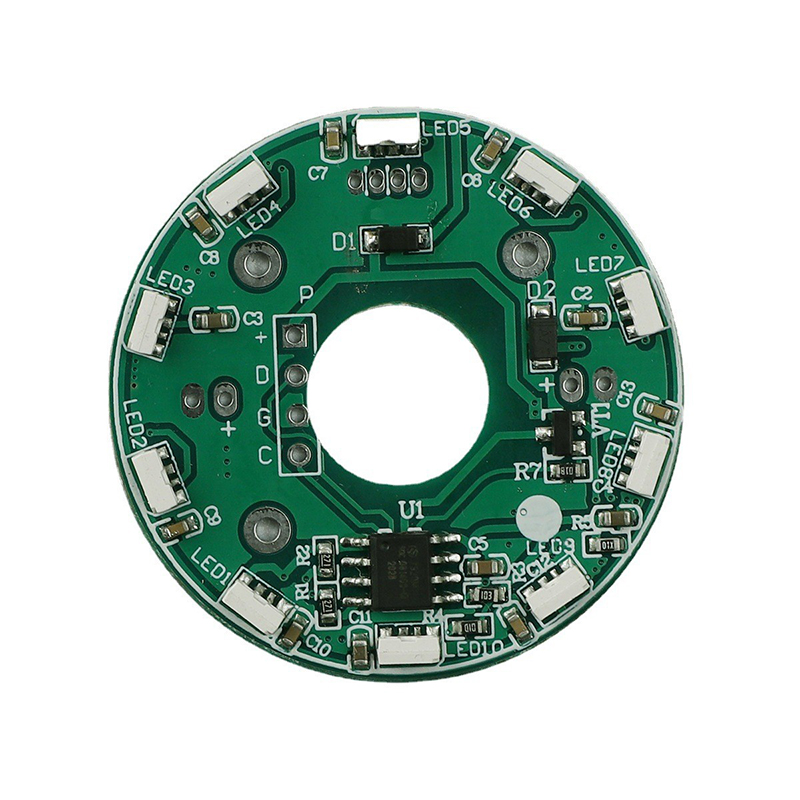 Контроллер подсветки корпуса ПК
Контроллер подсветки корпуса ПК -
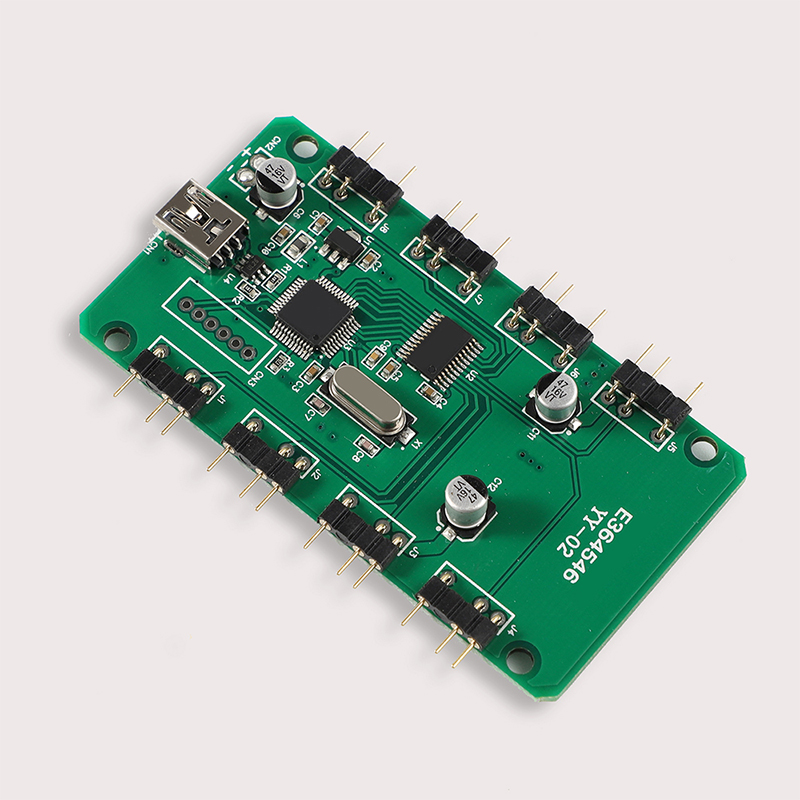
 Плата управления водяным насосом 36В
Плата управления водяным насосом 36В -
 Контроллер вентилятора сервера
Контроллер вентилятора сервера -
 Плата напольного вентилятора
Плата напольного вентилятора -
 Контроллер двигателя массажного пистолета
Контроллер двигателя массажного пистолета -
 Контроллер воздухоочистителя
Контроллер воздухоочистителя -
 Контроллер вентилятора высокого давления
Контроллер вентилятора высокого давления -
 Контроллер водяного насоса корпуса ПК
Контроллер водяного насоса корпуса ПК -
 Газонокосилка 24В
Газонокосилка 24В -
 Контроллер увлажнителя
Контроллер увлажнителя -
 Плата управления автокормушкой для животных
Плата управления автокормушкой для животных -
 Контроллер бесдатчикового трёхфазного вентилятора
Контроллер бесдатчикового трёхфазного вентилятора
Связанный поиск
Связанный поиск- Печатная плата для бытовой техники поставщики
- Блок управления fantasy производители
- Плата управления вентилятором сервера поставщик
- Оптом плата управления вентилятором горнодобывающей машины поставщик
- Оптом газонокосилка 24 в производители
- Купить f 18r плата управления вентиляторами компьютера
- Печатная плата для светодиодного освещения производители
- Китай плата управления горнодобывающей машиной поставщик
- Китай обработка электронных изделий производитель
- Китай услуги по разработке печатных плат на заказ производители