-


-


WeChat


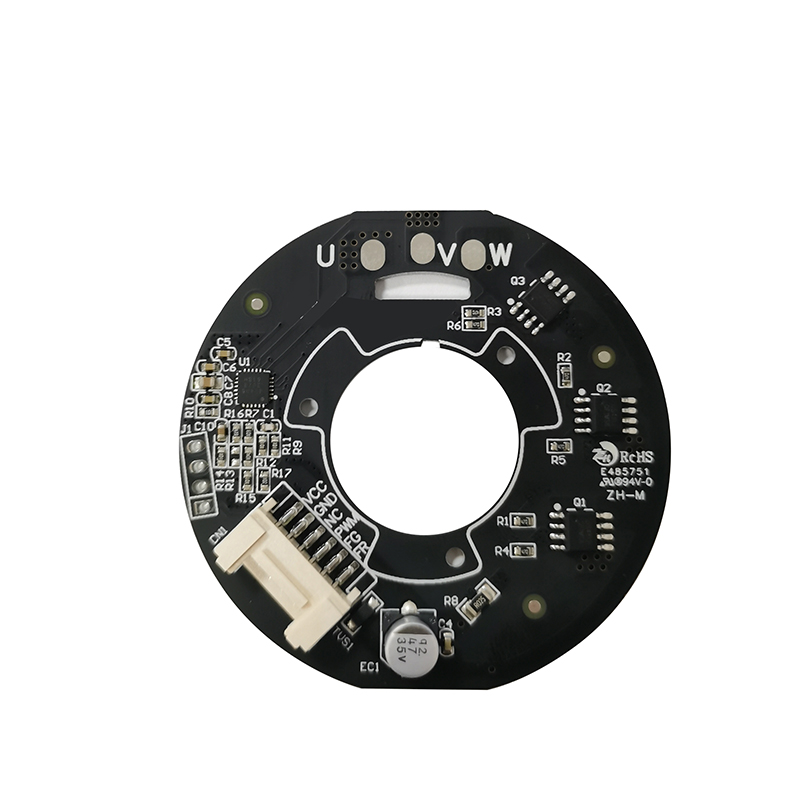
Китай плата управления пистолетом панели производитель
Когда слышишь про 'платы управления пистолетом панели', половина заказчиков сразу представляет готовое решение под ключ, но на деле даже у китайских производителей с десятилетним опытом вроде ООО Дунгуань Поинт Точная Технология каждый проект требует кастомизации - вот о чём редко пишут в рекламных буклетах.
Почему универсальные решения не работают
В 2021 году мы пытались адаптировать стандартную плату управления от вентиляционных систем для термостатирующих пистолетов, но столкнулись с фантомными сбоями при температуре ниже -15°C. Оказалось, полиимидная подложка платы вела себя иначе при резких перепадах, хотя по спецификациям всё сходилось.
На сайте dianjing.ru мы тогда выложили обновлённые техтребования к пайке компонентов - многие коллеги из смежных отраслей до сих пор используют тот документ как чек-лист при приемке.
Кстати, про сроки: когда заказчик требует 'готово за неделю', он редко учитывает, что даже проверенные производители должны тестировать платы в условиях, приближенных к рабочим. У нас был случай, когда пришлось экранировать цепь питания уже на готовом устройстве из-за наводок от двигателя конвейера.
Нюансы работы с бесщёточными приводами
Специализация ООО Дунгуань Поинт Точная Технология на приводах и вентиляторах постоянного тока часто вводит в заблуждение - кажется, что разница только в нагрузках. Но в пистолетах панелей критична не только мощность, а плавность старта и точность остановки.
В прошлом квартале переделывали схему управления для клиента из нефтехимии: их технологи требовали плавный разгон за 0.3 секунды с точностью позиционирования ±0.1°. Пришлось комбинировать ШИМ с аналоговой обратной связью, хотя изначально планировали чисто цифровое решение.
Кстати, про температурный режим: многие забывают, что пистолет панели часто работает в условиях перепадов влажности, что влияет на изоляцию обмоток. Мы рекомендуем клиентам тестировать прототипы не менее 72 часов в камере тепла-влаги, даже если в ТЗ этого нет.
Кейс: когда документация не спасает
В 2022 году поставили партию плат для лакокрасочного цеха - всё по ГОСТам, с полным пакетом документов. Через месяц клиент прислал фото с оплавленными дорожками. При анализе выяснилось, что их операторы включали оборудование сразу после транспортировки при -25°C, вызывая конденсат на компонентах.
Пришлось разрабатывать систему плавного прогрева - добавили терморезисторы и доработали прошивку. Теперь это стало стандартной опцией для северных регионов.
Интересно, что подобные доработки редко требуют изменения основной схемы платы управления пистолетом - чаще всего достаточно корректировки ПО и дополнительных внешних компонентов. Но клиенты обычно не готовы к таким нюансам на стадии переговоров.
Производственные реалии vs маркетинг
На странице 'О компании' ООО Дунгуань Поинт Точная Технология скромно упоминает 10 лет опыта, но не пишет, что треть этого времени ушла на отладку именно систем управления для термоинструмента. Это та специализация, которая не видна в общих каталогах.
Сейчас часто вижу, как новые производители обещают 'европейское качество по китайским ценам', но при тестировании их плат обнаруживаешь перегретые полевики в критичных узлах. Хотя формально параметры соответствуют заявленным.
Мы для себя выработали правило: тестовые образцы должны отработать 500 циклов 'включение-работа-остывание' прежде чем попасть к заказчику. Это исключает 80% потенциальных отказов, но увеличивает сроки samples на 2-3 недели.
Что действительно важно в контроллерах для пистолетов
Многие заказчики зациклены на точности температурного контроля, но на практике чаще проблемы возникают с интерфейсами связи. Например, когда по одной RS-485 должно работать несколько устройств в шумном цеху.
Пришлось разрабатывать гибридный протокол с аппаратной коррекцией ошибок - сейчас это наш козырь для сложных производственных линий. Хотя изначально задача казалась тривиальной.
Кстати, про долговечность: китайские производители плат управления редко указывают реальный срок службы электролитических конденсаторов в схемах питания. Мы перешли на полимерные аналоги ещё в 2019, хотя это увеличило себестоимость на 7% - зато сократило гарантийные случаи в три раза.
В итоге могу сказать: даже имея готовые модули от проверенного поставщика вроде dianjing.ru, каждый проект требует погружения в технологический процесс заказчика. Иногда ключевая проблема оказывается не там, где её изначально искали - например, в качестве проводки цеха или в привычках операторов.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Контроллер вентилятора сервера
Контроллер вентилятора сервера -
 Контроллер RGB LED-блока
Контроллер RGB LED-блока -
 Контроллер воздухоочистителя
Контроллер воздухоочистителя -
 Плата охлаждающего вентилятора сервера
Плата охлаждающего вентилятора сервера -
 Контроллер увлажнителя
Контроллер увлажнителя -
 Контроллер вентилятора майнинг-фермы
Контроллер вентилятора майнинг-фермы -
 Плата светодиодной ленты RGB
Плата светодиодной ленты RGB -
 Контроллер двигателя высокоскоростного вентилятора
Контроллер двигателя высокоскоростного вентилятора -
 Распылитель 48В
Распылитель 48В -
 Верхняя плата управления массажного пистолета
Верхняя плата управления массажного пистолета -
 Контроллер подсветки корпуса ПК
Контроллер подсветки корпуса ПК -
 Контроллер бесдатчикового трёхфазного вентилятора
Контроллер бесдатчикового трёхфазного вентилятора
Связанный поиск
Связанный поиск- Плата управления горнодобывающей машиной поставщик
- Плата управления очистителем воздуха производитель
- Оптом печатная плата для здравоохранения производитель
- Оптом газонокосилка 24 в производитель
- Китай плата управления распылителем поставщики
- Оптом плата управления водяным насосом производители
- Китай печатная плата производитель
- Купить плата для копирования проекта печатной платы
- Китай плата управления вентилятором охлаждения
- Купить плата управления бензопилой 50 а