-


-


WeChat


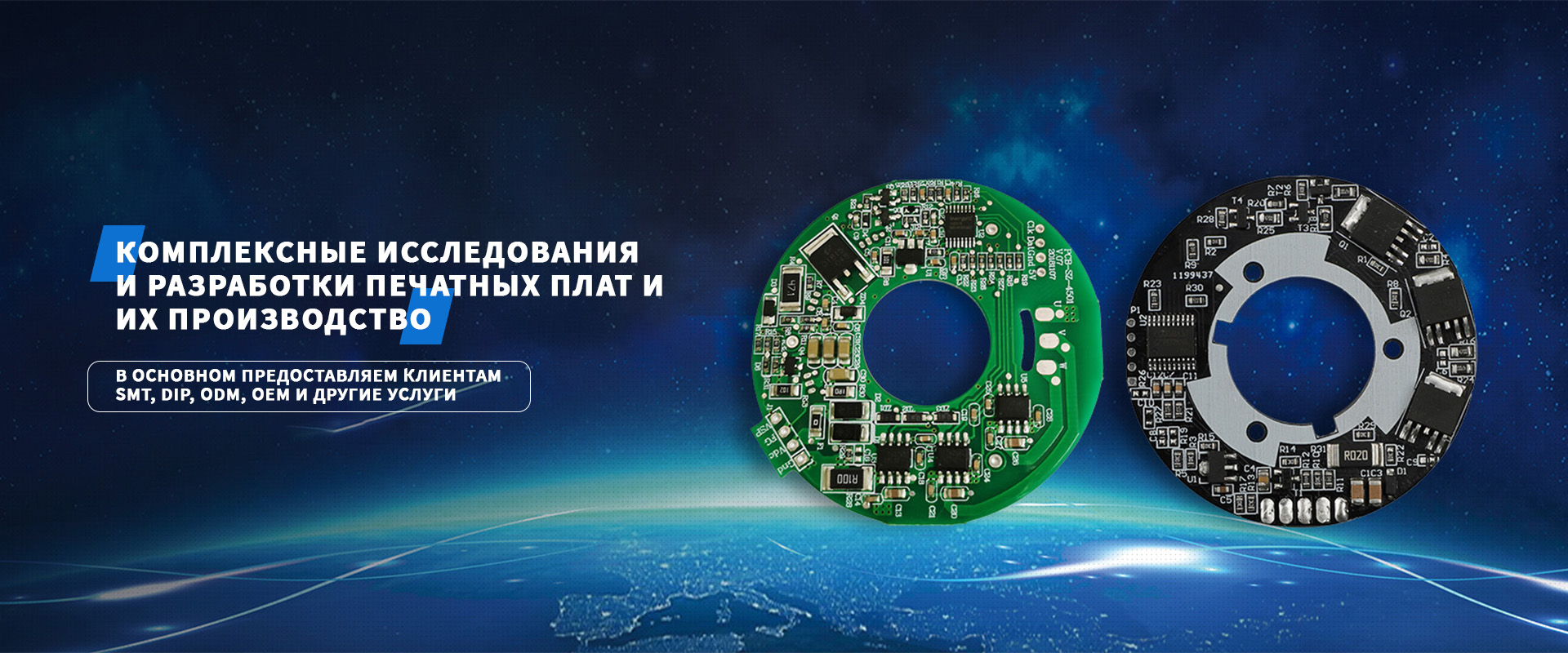
Китай обработка печатных плат smt производитель
Когда видишь запрос 'Китай обработка печатных плат smt производитель', сразу представляются цеха с роботами-манипуляторами. Но на деле даже в Гуандуне до сих пор встречаются линии, где трафаретную печать выравнивают вручную. Вот в ООО Дунгуань Поинт Точная Технология, например, до 2019 года так и делали - пока не пришлось переходить на микропасты для BGA-компонентов.
Технологические парадоксы SMT-производства
Многие до сих пор считают, что китайские производители печатных плат работают по стандартным технологическим картам. Но в реальности каждый второй заказ требует кастомизации - тот же контроль плоскостности подложки для моторных драйверов приходится настраивать под конкретную партию материалов.
На нашем сайте https://www.dianjing.ru есть раздел с кейсами - там описан случай с термопрофилем для бесщёточных вентиляторов. Оказалось, что рекомендованные 240°C не подходят для плат с двойным металлизацией - пришлось разрабатывать трехступенчатый прогрев. Коллеги из Шэньчжэня тогда крутили у виска, но результат показал снижение брака на 7%.
Кстати о браке. Самый болезненный момент - это когда технолог и конструктор работают в разных системах CAD. Неоднократно сталкивались с тем, что посадочные места SMD-компонентов не соответствуют реальным размерам. Причем особенно критично для BGA-корпусов - там даже 0.1 мм разницы уже проблема.
Оборудование и его подводные камни
В 2022 году обновили линию Yamaha - взяли модель с системой оптической коррекции. Казалось бы, теперь все идеально. Но выяснилось, что для плат управления вентиляторами с их смешанным монтажом нужно отдельно калибровать систему визирования - метки тушуются из-за близости силовых дорожек.
Особенно сложно с компонентами размером 0201 - их ведь сейчас массово используют в драйверах. При пайке таких элементов даже стандартная вибрация от конвейера влияет на точность позиционирования. Пришлось ставить дополнительные демпферы - простое решение, но о нем почему-то нигде в спецификациях не пишут.
А вот с паяльными пастами до сих пор экспериментируем. Для высокотемпературных применений (те же моторы) перешли на составы с серебром - дороже, но надежнее. Хотя в прошлом квартале был конфуз с одной партией - паста оказалась гигроскопичной, пришлось экстренно менять условия хранения всей продукции.
Контроль качества: между теорией и практикой
AOI-системы - это конечно хорошо, но они не всегда видят микротрещины в шариковых выводах. Для ответственных узлов вентиляторов до сих пор дублируем контроль рентгеном. Да, дольше, но зато спим спокойно.
Запомнился случай с партией драйверов для медицинского оборудования - там спецификация требовала контроль каждого пятого изделия. А по факту пришлось проверять каждое - обнаружили плавающий дефект пайки QFN-корпусов. Причина оказалась в неравномерном прогреве по углам платы.
Кстати, о термопрофилях. Сейчас многие smt производители используют стандартные настройки для свинцовых процессов. Но для высокоплотных плат с BGA это не работает - там нужно учитывать тепловое взаимодействие соседних компонентов. Мы для таких случаев разработали свою методику зонального анализа.
Материалы и их капризы
С текстолитом сейчас вообще отдельная история. Из-за колебаний курсов некоторые поставщики стали экономить на пропитке - в результате дельта Tg оказывается ниже заявленной. Для плат управления двигателями это критично - перегрев до 130°C вызывает расслоение.
Особенно внимательно теперь смотрим сертификаты на медную фольгу. В прошлом году попались партии с неравномерной шероховатостью - при трафаретной печати паста застревала в отверстиях. Пришлось экстренно менять поставщика, хотя работали с ним пять лет.
А с химией для травления вообще отдельная тема. После того случая с остаточными хлоридами в монтажных отверстиях, ввели дополнительную промывку в деионизированной воде. Казалось бы, мелочь - а влияет на адгезию паяльной маски.
Организационные моменты
За десять лет работы накопили свой чек-лист для приемки материалов. Сейчас в нем 37 пунктов - от контроля влажности до теста на термоудар. Но периодически все равно возникают сюрпризы - например, когда сменился состав flux в паяльной пасте и начались проблемы с смачиваемностью.
Коллеги из https://www.dianjing.ru иногда спрашивают - зачем мы сохраняем архив образцов за последние 5 лет. А вот недавно пригодилось - клиент предъявил претензию по изменению оттенка паяльной маски. Смогли показать, что цвет не менялся с 2018 года - сохранили эталоны.
Кстати, о клиентах. Европейские заказчики обычно требуют полную трассировку материалов - от партии текстолита до этикетки на коробке. Пришлось внедрять систему маркировки DataMatrix - сложно, но зато теперь можем точно сказать, из какой партии медь использовалась в конкретной плате.
Перспективы и боли
Сейчас активно тестируем пасты с низким содержанием серебра - пытаемся найти баланс между стоимостью и надежностью. Для массовых заказов по вентиляторам даже 0.5% экономии уже существенно.
Еще одна головная боль - поиск операторов для микросборки. Молодежь не хочет работать с микроскопами, предпочитают IT. Приходится разрабатывать системы полуавтоматической юстировки - снижаем нагрузку на глаза, но пока идеального решения нет.
В планах - переход на безотмывочные пасты для экологичности. Но пока не решен вопрос с остаточными отложениями на высокоомных резисторах - проводимость меняется на 3-5%, что для точной электроники недопустимо.
Выводы без глянца
Если резюмировать наш десятилетний опыт - главное в SMT это не столько оборудование, сколько понимание физико-химических процессов. Можно купить самую современную линию, но без знания нюансов поведения материалов толку будет мало.
Особенно это касается обработки печатных плат для силовой электроники - там совсем другие критерии качества. Например, для драйверов двигателей мы дополнительно ввели тест на термоциклирование от -40°C до +125°C - стандартные 85°C не отражают реальные условия работы.
Сейчас смотрим в сторону автоматизации подготовки технологической документации. Рутинные операции типа расчета термопрофилей уже доверили ПО, но финальные решения все равно принимает человек - слишком много переменных. Наверное, это и есть та самая экспертиза, которую не заменят никакие алгоритмы.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Плата управления автокормушкой для животных
Плата управления автокормушкой для животных -
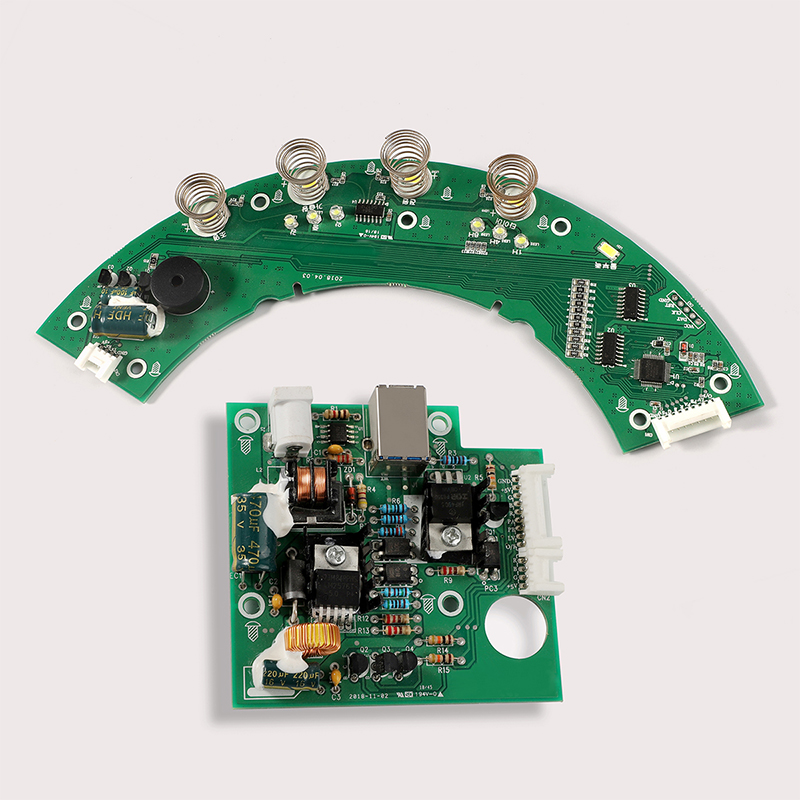
 Высокоскоростной пылесос
Высокоскоростной пылесос -
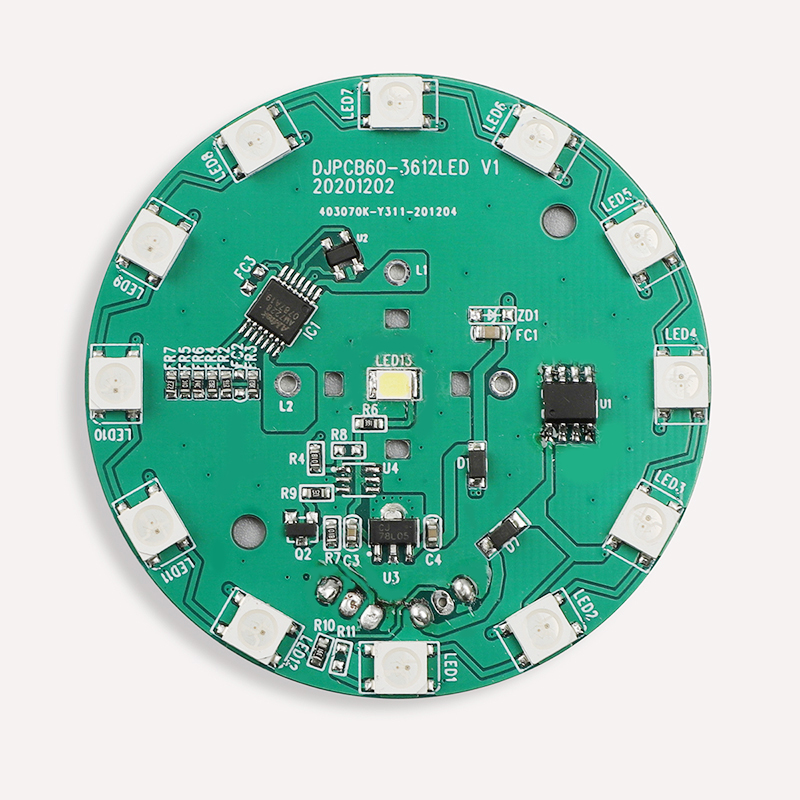
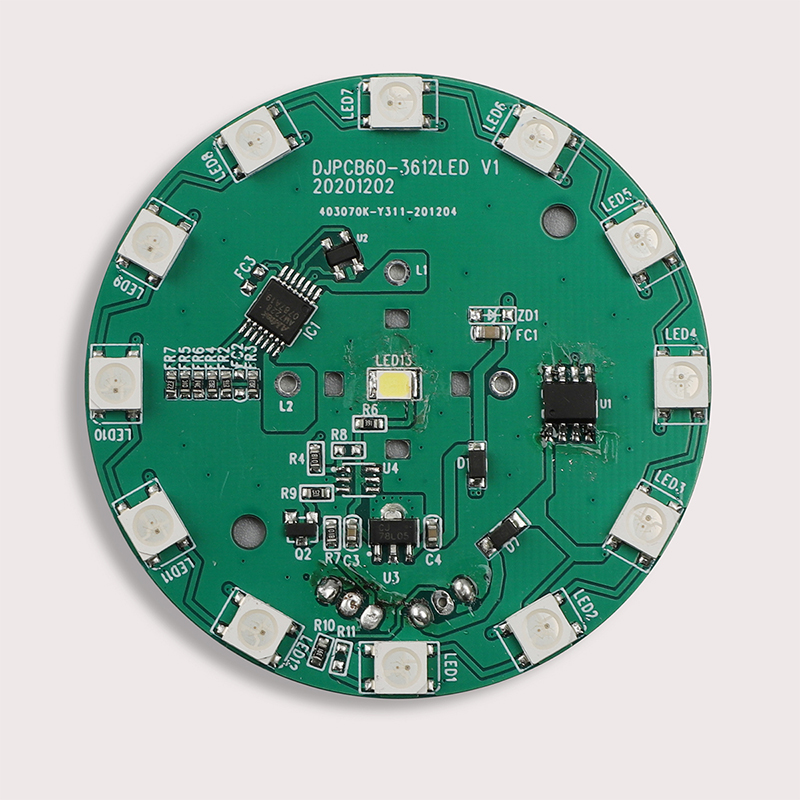
 Контроллер RGB LED-блока
Контроллер RGB LED-блока -
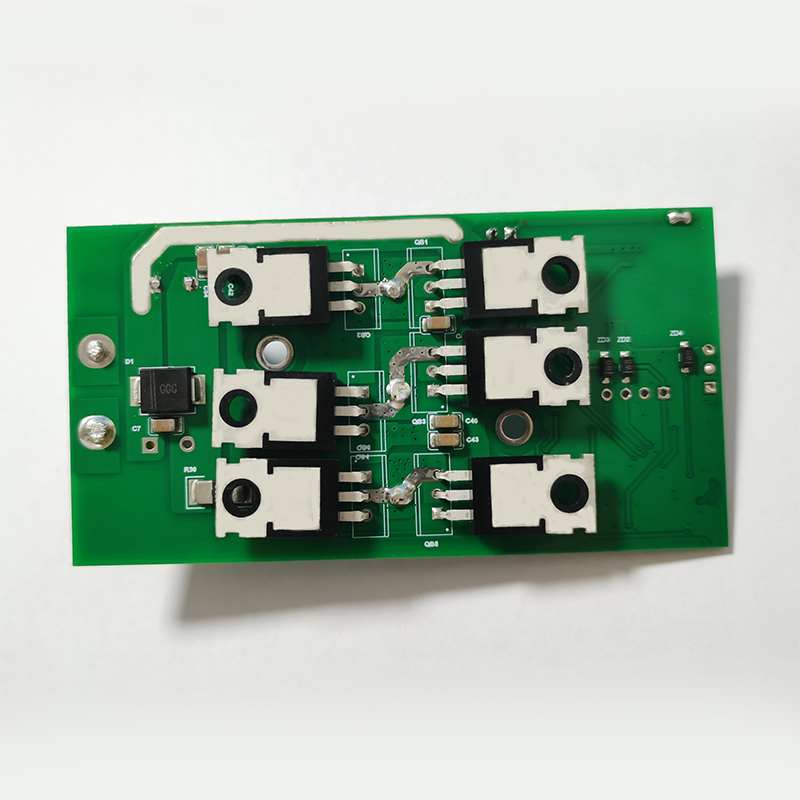
 Контроллер двигателя массажного пистолета 48В
Контроллер двигателя массажного пистолета 48В -
 Плата управления распылителем
Плата управления распылителем -
 Контроллер увлажнителя
Контроллер увлажнителя -
 Контроллер водяного насоса корпуса ПК
Контроллер водяного насоса корпуса ПК -
 Контроллер подсветки корпуса ПК
Контроллер подсветки корпуса ПК -
 Контроллер вентилятора майнинг-фермы
Контроллер вентилятора майнинг-фермы -
 Газонокосилка 24В
Газонокосилка 24В -
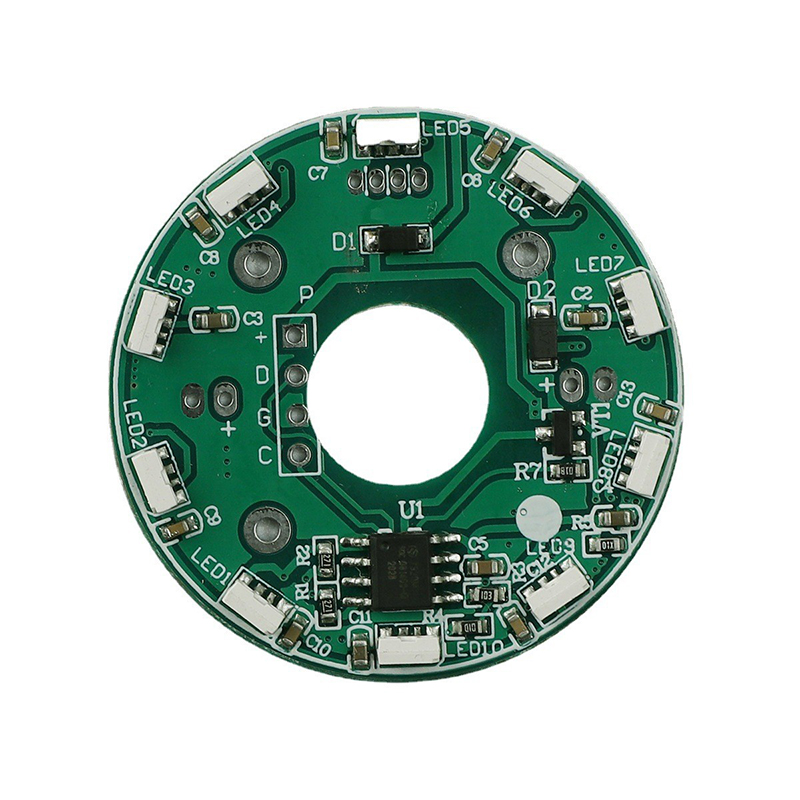
 Плата светодиодной ленты RGB
Плата светодиодной ленты RGB -
 Контроллер машинки для стрижки
Контроллер машинки для стрижки
Связанный поиск
Связанный поиск- Оптом печатная плата для изготовления печатных плат
- Купить плата управления для триммера
- Оптом завод печатных плат поставщик
- Ремонт платы управления
- Оптом блок управления fantasy производители
- Газонокосилка 24 в поставщики
- Оптом печатная плата для бытовой электроники производитель
- Оптом плата управления газового
- Купить разработка и исследование печатных плат
- Плата управления дрелью производитель